Svetskommissionen är en teknisk branschorganisation för fogande industri. Vi jobbar med standardisering, forskning och utbildning. Svetskommissionens viktigaste uppgift är att verka för våra medlemmars intressen.
- Start
- › Kunskapsbanken
- › Teknisk info
- › Termisk skärning
- › Laserskärning
Laserskärning
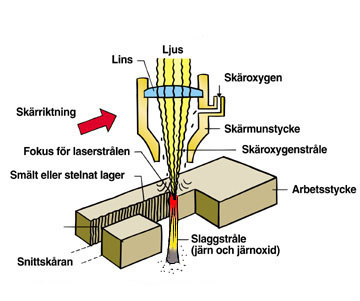
En nästan parallell laserstråle, som normalt är osynlig (infraröd) riktas med hjälp av speglar eller fiberoptik mot skärhuvudet, där den fokuseras via en lins till en liten punkt nära ytan på arbetsstycket.
Den intensiva ljusstrålen hettar snabbt upp arbetsstycket och ett smalt snitt bildas. I skärhuvudet, mellan linsen och arbetsstycket en gaskammare med ett munstycke placerat ovanför arbetsstycket. Munstycket ger ett gasflöde som är koaxialt med laserstrålen. Inom industrin är oxygen och nitrogen de vanligaste skärgaserna.
Gasen spelar en viktig roll i laserskärningsprocessen genom att:
- Gasen blåser rent det smala laserskurna snittet från smält material.
- Linsen skyddas mot sprut och ångor som genereras vid skärningen.
- Gasen kan tillföra energi till skärprocessen
- Laserstrålens väg ned till arbetsstycket hålls fri från ångor, som annars delvis skulle absorbera laserstrålen.
Koldioxidlaser
I verkstadstillämpningar används främst två typer av laserkällor. Koldioxidlasern är en gaslaser som innehåller helium, nitrogen och koldioxid i laserkaviteten. Den har en våglängd på 10,6 µm. Vanligen används koldioxidlasrar för skärning. Dessa har en effekt på upp till ca 5 kW, men mycket större lasrar används också (främst för svetsning). Detta är endast en liten del av den effekt som måste tillföras lasern eftersom verkningsgraden är ca 10-14 %.
Koldioxidlasern har ett brett användningsområde vad gäller material. Både metalliska och inte metalliska material (som trä och plast) kan skäras med hög skärhastighet.
Material som kraftigt reflekterar laserljuset är svåra att skära, till exempel aluminium och koppar. För dessa material krävs hög effekt och hög strålkvalitet men tjockleken som kan skäras blir begränsad.
I olegerat stål kan idag en tjocklek på drygt 25 mm skäras industriellt - för rostfritt stål och aluminium är maximal tjocklek avsevärt lägre.
Laserstrålen kan endast avlänkas och fokuseras med speglar eller linser. Detta ställer särskilda krav och begränsningar på uppbyggnaden av anläggningar främst vid tredimensionell skärning.
ND:YAG-Laser
Neodym-YAG-laser har en laserkälla som består av en kristall - den behöver således inte någon lasrande gas. Strålningen har en våglängd på 1,06 µm, som ligger i det infraröda området och således inte är synlig för ögat. Under senaste tiden har det presenterats lasrar med effekter på upp till 64 kW, främst avsedda för svetsning. Verkningsgraden är sämre än för koldioxidlasrar, däremot absorberas strålningen bättre i bland annat aluminium och koppar. Strålningen kan ledas till skärstället med hjälp av optisk fiber. Detta ger stor flexibilitet främst vid tredimensionell bearbetning.
Strålens kvalitet för industriellt använda skärlasrar är sämre än för koldioxidlasrar. Fiberoptiken påverkar också strålkvaliteten, vilket tillsammans ger lägre skärhastighet än koldioxidlasern i stål. Nd:YAG-lasrar med lägre effekter (max ca 0.5 kW) utan fiberoptik kan ha hög strålkvalitet vilket är särskilt bra för arbeten med krav på hög precision, som borrning eller precisionsskärning.
Utrustning
Raka skärsnitt eller kontursnitt kan skäras i numeriskt styrda skärmaskiner. Vanligast är koldioxidlasrar i dessa utrustningar. Antingen kan skärbordet röra sig eller så rörs laserhuvudet över plåten. I det senare fallet krävs bra spegelsystem, eftersom laserkällan måste stå stilla och strålen länkas ur till skärstället via rörliga speglar. Kraven på skärbordets noggrannhet måste också anpassas till höga hastigheter och till den noggrannhet som laserstrålen medger.
Robotskärning med laser görs med fördel med Nd:YAG-laser, där optiska fibrer används för strålen. Det är också möjligt att använda koldioxidlaser vid robotskärning, men detta kräver ett speciellt spegelsystem. Fasning kan utföras vid skärning i grovt material. Läget hos fokalpunkten är mycket viktig för snittets kvalitet. För att få bra kvalitet i snittet krävs därför höjdhållningssystem i utrustningarna. Från produktivitetssynpunkt krävs förutom hög skärhastighet också effektiv hantering av plåten, till exemple genom växelbord och in- och utmatning av plåt eller rör.
Kvalitet hos skurna snitt
Ett bra lasersnitt utmärks av mycket hög ytjämnhet med frihet från skägg i underkanten. Skärsnittet är mycket smalt - smalast av alla termiska skärmetoder - oftast några få tiondels millimeter. Snittets rätvinklighet är också god. Dessutom är den värmepåverkade zonen smal, vilket i sin tur leder till små deformationer i detaljerna. För att uppnå kvalitetskraven krävs rätt inställning av strålen vad gäller fokusering och fokalpunktens läge på arbetsstycket, rätt val av skärhastighet/effekt och rätt val av processgas med tillhörande parametrar. Processgasparametrarna är förutom gasens renhet och tryck också dysans diameter och utformning. Även dysans avstånd till arbetsstycket, ofta ca 1 mm, måste ställas in noggrant.
Miljö och säkerhet
Det är viktigt att vara medveten om de risker som förknippas med laseranvändning. Hud och ögon är känsliga för strålning; huden kan få brännskador. Strålningen från koldioxidlasern påverkar hornhinnan, medan Nd:YAG-laserstrålningen är ännu farligare genom att näthinnan kan få bestående skador vid exponering. Nd:YAG-laserinstallationer är därför ofta inbyggda och för att vistas nära strålen måste man bära särskilda ögonskydd anpassade till strålningens våglängd. Skyddsglasögon ska också användas som skydd mot reflekterande strålning vid koldioxidlaser. Andra risker vid laseranvändning är avgivning av hälsovådliga ämnen, till exempel vid skärning i ytbeläggningar eller plaster.
Ytterligare information finns i AFS 1994:3 Laser och i SS-EN 12626 Laser-Säkerhet-Laserbearbetningsmaskiner. På Svetsa rätt kan du läsa mer om arbetsmiljö och ventilation.
