Svetskommissionen är en teknisk branschorganisation för fogande industri. Vi jobbar med standardisering, forskning och utbildning. Svetskommissionens viktigaste uppgift är att verka för våra medlemmars intressen.
- Start
- › Kunskapsbanken
- › Teknisk info
- › Mekanisk sammanfogning
Metoder för mekanisk sammanfogning
Mekanisk sammanfogning är att kallomforma ett plåtmaterial med någon slags låsning mellan de ingående materialen. Fogningsperationen sker i ett arbetsmoment, utan någon förstansning eller förborrning av hål.
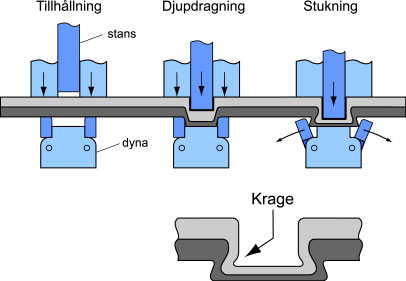
Stuknitning
Stuknitning är en metod för att sammanfoga tunnplåt genom att under tryck kallforma själva plåtmaterialet till ett fästelement utan att tillföra något extra fästelement som nit eller skruv och utan att tillföra värme.
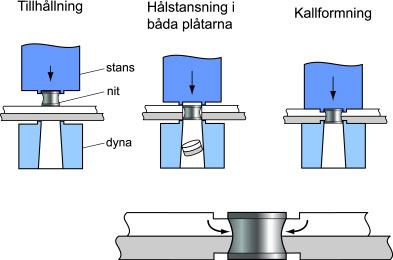
Stansnitning
Stansnitning är en metod för att sammanfoga plåtar genom att en nit stansas genom plåtar med hjälp av ett drivdon
Dessa båda metoder bygger på samma princip - att kallomforma plåtmaterialet med en nit (stansnitning) eller utan en nit (stuknitning) till en låsning mellan de ingående materialen. Fogningsoperationen sker i ett arbetsmoment, utan någon förstansning eller förborrning av hål.
Eftersom de båda metoderna ger ett punktförband jämförs de naturligt med punktsvetsning. Detta till skillnad från en kontinuerlig fog som kräver åtkomst från två håll.
Användningsområde, materialtyp och plåtdimension
Metoderna tillämpas inom allmän verkstadsindustri, bilindustri och vitvaruindustri. Materialen är stål och aluminum t= 0,5-6 mm.
För- och nackdelar med stuk- och stansnitning
Om vi jämför stuk- och stansnitning med punktsvetsning har metoden följande för- och nackdelar.
Fördelar
- Bättre livslängdsegenskaper i förbanden
- Bättre arbetsmiljö- ren och tyst process
- Lägre driftskostnader genom lägre energiåtgång, längre verktygslivslängd och mindre verktygsunderhåll
- Möjligt att kvalitetssäkra förbandet
- Möjligt att sammanfoga olika material
Nackdelar
- Lägre statisk hållfasthet än en punktsvets
- Stort kraftbehov (>40 kN) leder till stora tänger som ger åtkomstbegränsningar
- Ger en ojämn yta på dynsidan
- Stansnitning kräver matningsutrustning för niten
